


*Algunos enlaces relacionados pueden contener información en otros idiomas.
Los estadísticos de capacidad son maravillosos. Estos estadísticos le indican qué tan bien cumple su proceso con las especificaciones que usted tiene. Sin embargo, hay tantos estadísticos de capacidad que vale la pena tomarse un tiempo para entender lo útiles que son cuando funcionan conjuntamente.
Dos estadísticos de capacidad que son difíciles de distinguir son el Cp y el Cpk. Sus nombres solo varían por una letra. Una letra que, por cierto, realmente no explica nada acerca de la diferencia entre estos dos estadísticos.
Definición de Cp
La ecuación para el Cp suele escribirse como TI / TN. TI significa Tolerancia de Ingeniería, que es la anchura entre los límites de especificación. TN significa Tolerancia Natural, que es la anchura que debería contener casi todos los datos del proceso. Tradicionalmente, TN es 6 veces la desviación estándar.
El Cp suele describirse como la capacidad que el proceso podría alcanzar si estuviera centrado perfectamente entre los límites de especificación.
Definición de Cpk
La ecuación para el Cpk es más complicada: [mínimo(media - LEI, LES - media)] / (0,5*TN). LEI significa Límite de Especificación Inferior y LES significa Límite de Especificación Superior.
El Cpk suele describirse como la capacidad que alcanza el proceso independientemente de que la media esté centrada entre los límites de especificación.
Cp y Cpk
Los dos estadísticos tienen mucho en común. Cuanto menor sea la desviación estándar, mayores serán ambos estadísticos. De hecho, bajo las condiciones adecuadas, el Cp y el Cpk tienen exactamente el mismo valor.
Estos son algunos datos sobre el volumen de etanol en el combustible E85, los cuales manipulé para que el Cp y el Cpk fueran iguales. La salida del análisis de capacidad de Minitab muestra ambos estadísticos juntos.
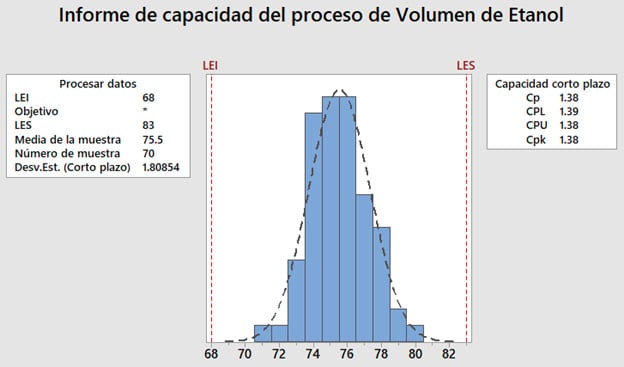
Aquí los límites de especificación son 68 y 83, que son los límites establecidos para el volumen de etanol en el combustible E85 en 2010. A medio camino entre los límites de especificación está 75.5. La media de la muestra de estos datos también es 75.5. Cuando la media de la muestra está a medio camino entre los límites de especificación, el Cp y el Cpk son iguales.
Si el único objetivo es tener el mayor número de unidades dentro de los límites de especificación, tener el proceso centrado entre los límites de especificación es magnífico. Sin embargo, para algunos productos, otros objetivos compiten con tener el mayor número de unidades dentro de los límites de especificación. En el caso del volumen de etanol en el combustible E85, un alto contenido de etanol debería reducir el uso de combustibles no renovables y reducir ciertas emisiones. Además, la mayoría de las personas que compran combustible E85 piensan que están comprando combustible con volúmenes de etanol cercanos a 85.
Los siguientes son datos reales recogidos en 2010 por el Laboratorio Nacional de Energía Renovable de los Estados Unidos sobre el volumen de etanol en el combustible E85. (Eliminé a un valor atípico donde el proveedor minimizó el volumen de etanol.)
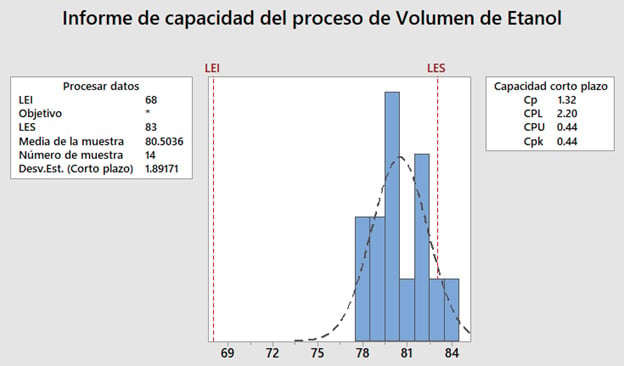
La media de la muestra es aproximadamente 80,5. Esta media es alrededor de 5 unidades mayor que el punto medio de los límites de especificación. Cuanto más lejos esté la media de la muestra del centro de los límites de especificación, más bajo será el Cpk. Además, cuanto más se aleje la media del punto medio de los límites de especificación, más diferentes serán el Cp y el Cpk.
Entonces, así es como funcionan el Cp y el Cpk juntos: Cuando los valores son similares, la media está cerca del punto medio de los límites de especificación. Cuando el Cp es mayor que el Cpk, la media está más cerca de uno de los límites de especificación. Una vez que entienda el proceso, podrá tomar una decisión acertada acerca de cómo priorizar los esfuerzos de mejora del proceso.
¿Preparado para más?
Ahora que sabe cómo usar el Cp y el Cpk juntos, sepa qué significa cuando el Ppk y Cpk son iguales o diferentes.