




プロセスバリデーションは、医薬品、ワクチン、検査キットなど、人や動物向けの生物学的製品を製造する企業の成功に不可欠です。FDAガイドラインによると、プロセスバリデーションとは、「製造工程の設計段階から実生産を通して、製造工程が適切な品質の原薬を一貫して供給できることを、科学的に証拠付けるデータの収集と評価」のことです。
FDAは3つのプロセスバリデーションステージを推奨しています。ステージの目標と、それぞれのステージで通常行われる活動と統計手法を見てみましょう。Minitab Statistical Softwareを使用して、あらゆる分析を実行することができます。Minitabをお持ちでない場合は、無料で30日間お試しになってください。
ステージ1:工程設計
目標:品質特性を満たす製品を一貫して提供できる、繰り返し行われる商業製造に適した工程を設計する。
工程への理解がはっきりと表れており、工程設計内のさまざまな入力に工程がどのように応答するかを明確にすることが重要です。
例:実験計画 (DOE) を使用して重要な工程パラメータを特定する
即放性錠剤の重要な工程パラメータを特定する必要があるとします。調べる必要がある工程入力変数は3つです。
- 賦形剤の割合
- 崩壊剤の割合
- 粒子サイズ
溶解30分の時点で溶解度が最大になるのはどの入力と入力条件なのかを知りたいと思っています。DOEで効率的なデータ収集戦略がわかります。入力は同時に調整され、入力と出力の間に関連性があるかどうかが特定されます。専門家による優れた実験計画法 (DOE)の8つのコツをご覧ください)
実験の実行:DOEの最初のステップは、調べる入力と、対応する入力範囲を特定することです。次に、データ収集計画となる実験計画を作成します。
下の表に示されている設計に従って、最初に使用したい要素は次のとおりです。
- 粒子サイズ 10
- 崩壊剤 1%
- 微結晶セルロース 33.3%
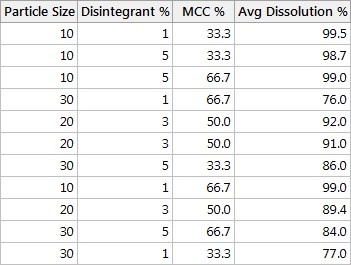
次に、バッチから6錠の錠剤を使用し、対応する平均溶解度を記録します。
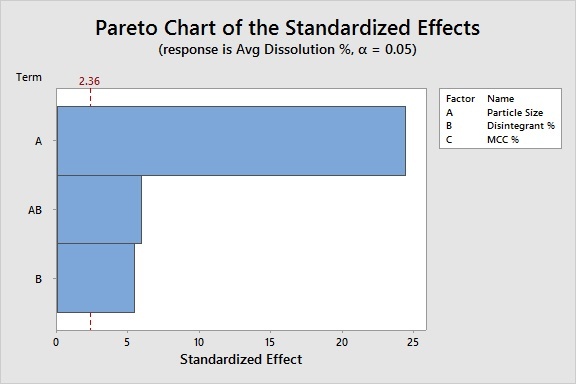
データの分析:DOE分析とp値を用いれば、どのXが重要かを特定できます。このパレート図の赤色の有意な線を上回る横棒に基づいて、次のように結論付けることができます。
粒子サイズと崩壊剤の割合は、この2要素間の相互作用と同様に、溶解度に大きく影響します。賦形剤の割合は有意ではありません。
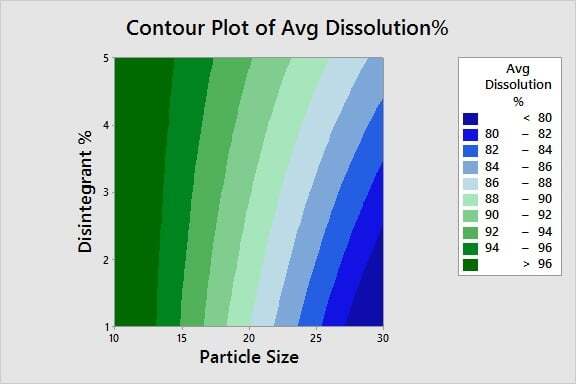
品質の最適化:重要なXを特定したので、この入力の最適な設定を割り出すことができます。等高線図を使用すると、80%以上の溶解度達成に必要な粒子サイズと崩壊剤の割合設定の工程範囲を、簡単に特定できます。
ステージ2:工程適格性評価
目標:工程設計を評価して、再現性のある実生産が可能かを割り出す。商業的に流通させるには、ステージ2を正常に完了する必要があります。
例1:能力分析で合格基準を評価する
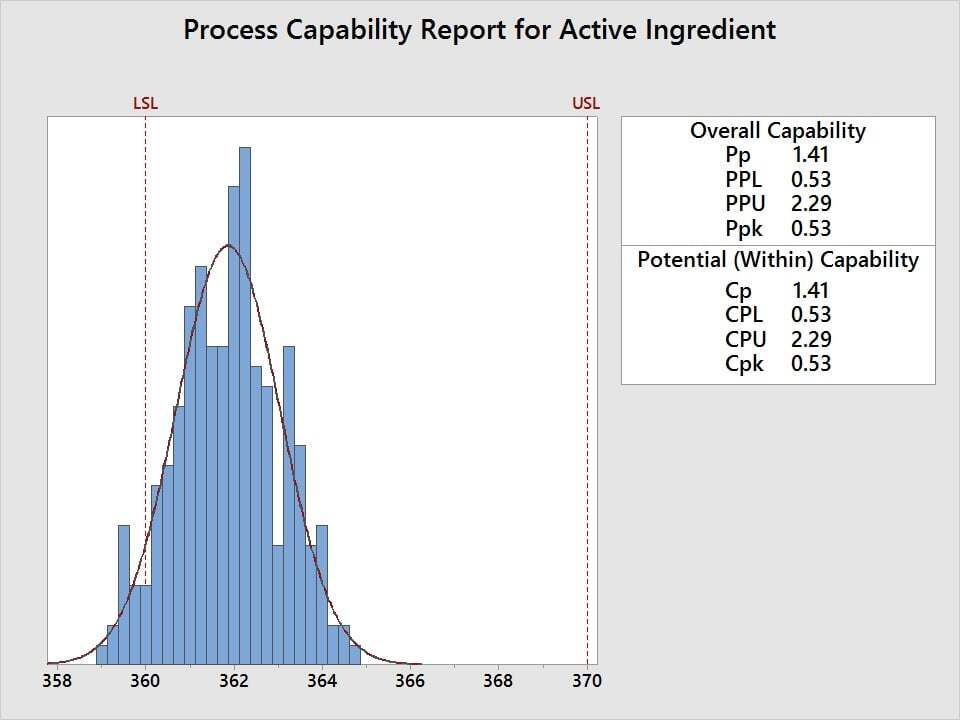
鎮静剤の有効成分量を360~370mg/mLにし、品質を評価する必要があるとします。ここでは許容基準として、Cpk 1.33が最小値とされています。工程性能を評価し、測定値が仕様範囲内であるかを割り出すには、能力分析を用います。50バッチの中からランダムに5つのサンプルを選択し、有効成分量を測定します。次に、最小値360mg/mL、最大値370mg/mLと比較してデータを分析します。
工程能力分析で、Cpkは0.53でした。合格基準1.33を満たしていません。この鎮静剤の有効成分量は許容されません。では、どうすればこれを改善できるでしょうか?
Cp値1.41とグラフの両方から、仕様限界の幅に関しては変動性が許容範囲内であるものの、許容可能なCpkを達成するには、工程平均をより高いmg/mLにする必要があることがわかります。
例2:箱ひげ図を使用してバッチ間の変動分析を実行する
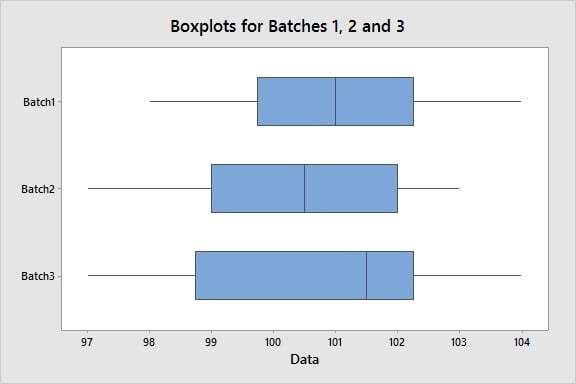
10か所の3つのバッチで、重要な品質特性である、内容物の均一性を評価するとします。バッチ内変動とバッチ間変動を視覚化し、外れ値を特定するには、バッチごとに箱ひげ図を作成します。このグラフでは、それぞれのバッチ内およびバッチ間の測定値が均一に分散しています。また、Minitabでアスタリスク (*) でフラグが立つような外れ値はありません。
箱ひげ図は、視覚的に評価するのに便利なツールですが、等分散検定を用いて、バッチ間の変動に有意な差があるかを統計的に評価することもできます。この検定では、アルファ0.05 (または任意のアルファ) よりも大きいp値が明らかになり、バッチ間に一貫性があるという結論が裏付けられます。
例3:許容区間のさまざまな応用
工程適格性評価に役立つもう1つのツールは、許容区間です。このツールには複数の用途があります。たとえば、工程を仕様と比較したり、工程の結果分析したり、許容基準を確立したりするために使用できます。
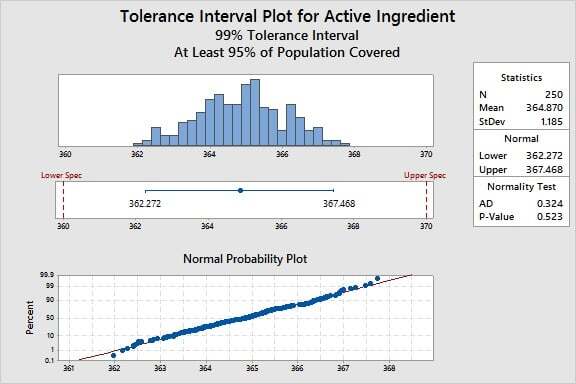
特定の製品特性について、許容範囲は、指定の信頼度(99%など)で、指定の母集団比率(95%など)を満たす可能性が高い範囲の値を提供します。
たとえば、製造工程における有効成分の値を、仕様限界と比較したいとします。用量反応研究に基づくと、限界は360~370mg/mLです。
この特定のデータセットについて言えば、当該単位の95%が362.272~367.468mg/mLにあることを99%確信できることが、Minitabが明らかにしています。つまり、工程境界は360~370の要件を満たせることを示しているので、工程の変動が仕様限界で定義された許容変動内に収まっていると、高い信頼性をもって結論付けることができます。
もしかすると、信頼度99%とカバレッジ99%を用いて、内容物の均一性を評価する必要があるかもしれません。30錠の錠剤をサンプリングして、Minitabで許容範囲を計算すると、錠剤の99%について、一定範囲内で内容物の均一性があることを、99%確信できることがわかります。
ステージ3:継続的プロセスバリデーション
目標:実生産中に、工程が管理された状態、つまり検証済みの状態に維持されていることを継続的に保証する。
例:管理図で工程を監視する
あなたは経口錠剤の製造工程を監視する責任者で、錠剤の硬度が長期間安定していることを実証し、工程の変動性があるために注意が必要かどうかを検出する必要があるとします。
またあなたは、日常的な変動に伴ってデータに小さな変化があったとしても、生産ラインのオペレーターがそれに過剰反応しないように徹底したいとも思っています。過剰に反応しなければ、不必要に工程を調整することによって逆に意図しない変動のしてしまうという事態を回避することができます。
1時間あたり5錠の錠剤をサンプリングし、その硬度を測定して、Xbar-R管理図を作成します。

このXbar-R管理図では、赤色のフラグが表示されていないため、工程が統計的に管理されていることを示しています。工程は検証された状態が保たれており、工程平均(上のXbar管理図)でも変動(下のR管理図)でも望ましくない異常な変動は検出されていない、と結論付けることができます。
管理図で管理外の状態(工程で想定外の変動が検出された状態)が明らかになった場合、次のステップでは、問題の特定し、根本原因の調査を実施することになります。材料の特性に変化があったのか?設備のメンテナンスや校正に問題があるのか?何かほかの工程変動の原因があるのか?といった点を調査します。
まとめ
望ましくない工程変動を検出できないという問題は、日常的な監視と管理図を作成することで軽減できます。工程設計、工程適格性評価、継続的プロセスバリデーションの各ステージで一般的に使用される管理図と統計ツール以外にも、プロセスバリデーションの取り組みを後押ししてくれる便利な統計手法があります。たとえば、Minitabの受け入れサンプリングがあります。これで、採取する製品サンプル数を計算し、ランダムに抽出した製品サンプルを使用してロット全体を受け入れるか拒否するかを決定できます。