



Il nous arrive assez fréquemment d'être confrontés à des situations dans lesquelles des personnes découvrent un résultat indésirable. L'ouvrage classique de W. Edwards Deming « Out of the Crisis » relate plusieurs anecdotes de ce genre :
« Le travail d'une certaine catégorie de personnel d'un fabricant automobile consiste à réaliser des prévisions mensuelles des ventes. Ces collaborateurs prennent en compte de nombreuses informations différentes. Mois après mois, leurs prévisions sont soit supérieures, soit inférieures au volume réel de ventes. Ils ne cessent d'adapter leur méthode à la hausse ou à la baisse pour le mois suivant sur la base de cette comparaison. Le lecteur comprend dans ce cas que ces collaborateurs faisaient tout pour que leur méthode ne puisse jamais être optimisée. » (pages 331-332)
Qu'il s'agisse de volume de vente, de temps d'attente dans le cabinet d'un médecin ou encore du poids d'un lingot de cuivre, nos clients cherchent à résoudre le problème du résultat indésirable. Or, si nous n'essayons pas de comprendre si ce problème a été causé par un événement spécifique ou s'il est inhérent au procédé qui l'a généré, les solutions trouvées ne feront qu'aggraver la situation si elles n'ont absolument aucun effet. Les cartes de contrôle permettent de traiter un résultat indésirable de l'une des deux façons suivantes :
- Causes spéciales : résoudre un problème concernant un seul résultat
- Causes courantes : améliorer le procédé générant tous les résultats
Les cartes de contrôle déterminent si un système est sous contrôle. S'il l'est véritablement, l'étendue et le centre de ce que vous mesurez sont prévisibles. Il est important de ne pas confondre « prévisible » et « correct ». Ce n'est qu'une fois que nous savons qu'un système est prévisible que nous pouvons décider des changements à apporter pour qu'il devienne correct. Lorsqu'un système est sous contrôle, la variation au niveau de la carte dépend de plusieurs causes. (L'utilisation d'une carte de contrôle implique que vos mesures sont fiables, mais j'imagine que l'analyse des systèmes de mesure n'a plus aucun secret pour vous. Si ce n'est pas le cas, consultez la rubrique A propos de l'analyse des systèmes de mesure.)
Découvrez comment les dernières fonctionnalités du logiciel Minitab peuvent améliorer l'impact de votre travail

UNE CARTE SOUS CONTRÔLE
Prenons un exemple très simple. Les données suivantes illustrent la proportion d'appels en absence au niveau d'un centre d'appels. Les proportions sont représentées sous la forme d'une série chronologique ci-dessous :
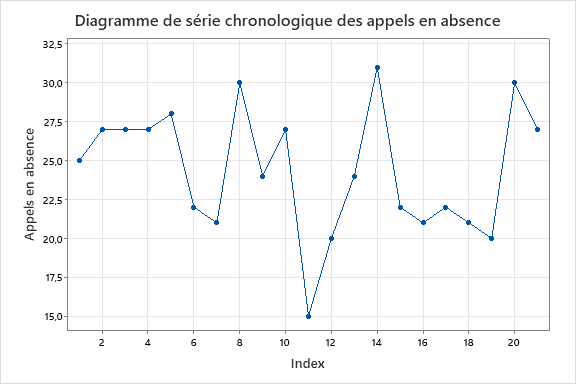
Sur la base de ces données, on remarque que le point le plus élevé est supérieur à 12 %. Nous serions donc tentés de déclarer qu'il est inacceptable que près de 1 appel entrant sur 8 ne soit pas traité et que nous devons absolument trouver la cause de cette proportion incroyablement élevée. Mais si nous décidions de le faire, ce serait peine perdue.
Concentrons-nous plutôt sur la représentation de ces mêmes données sur une carte de contrôle. Suivez ces quelques étapes pour générer la carte vous-même :
- Dans Minitab® Statistical Software, ouvrez l'ensemble de données depuis https://support.minitab.com/en-us/datasets/control-charts-data-sets/unanswered-calls-data/
- Choisissez Stat > Cartes de contrôle > Cartes aux attributs > P.
- Dans le champ Variables, saisissez Appels en absence.
- Dans le champ Effectifs des sous-groupes, saisissez Total des appels.
- Cliquez sur OK.
La carte générée affiche les proportions suivantes à partir des sous-groupes :
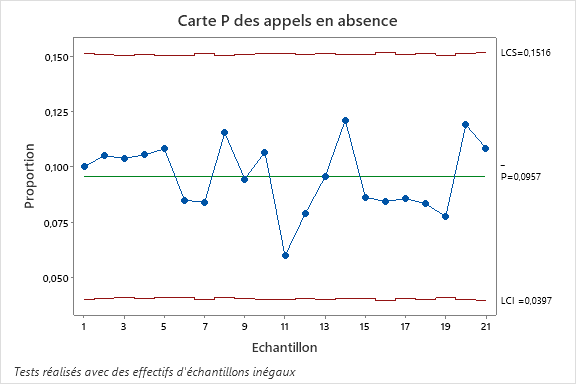
La carte de contrôle montre que tous les points se trouvent dans les limites de contrôle. Tous les événements survenant dans ce système sont prévisibles. Dans un système prévisible, vous n'apprendrez quasiment rien en cherchant pourquoi chacun des points est élevé ou faible. Ici, le problème des appels en absence est dû à des causes courantes. Les améliorations qui ne traitent pas les facteurs nuisant systématiquement au procédé, quelles qu'elles soient, risquent de ne jamais porter leurs fruits.
UNE CARTE HORS CONTRÔLE
Voici un exemple illustrant un autre cas. Les données suivantes affichent la longueur moyenne d'un sous-groupe de 5 arbres à cames. Les arbres à cames proviennent de 3 machines différentes. Les moyennes sont représentées sur un graphique linéaire :

Les points qui se remarquent le plus sont les deux valeurs élevées de la machine 3. Le premier réflexe serait d'aller creuser un peu plus du côté de ces points, mais nous pouvons obtenir encore plus d'informations à partir de cartes de contrôle. Suivez ces quelques étapes pour générer la carte vous-même :
- Dans Minitab® Statistical Software, ouvrez l'ensemble de données depuis https://support.minitab.com/datasets/control-charts-data-sets/camshaft-length-data/
- Choisissez Stat > Cartes de contrôle > Cartes de variables pour sous-groupes > X barre-R.
- Pour les observations, saisissez Machine 1-Machine 3
- Dans le champ Effectifs des sous-groupes, saisissez ID du sous-groupe
- Cliquez sur OK.
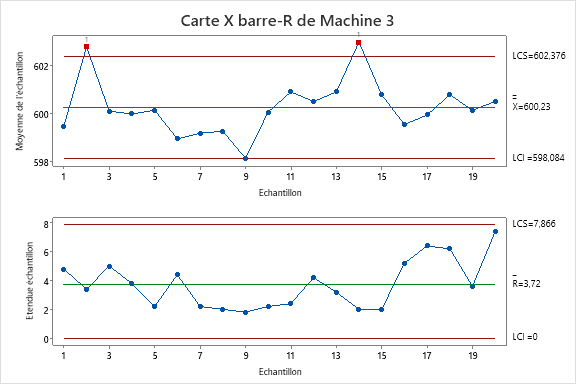
Nous allons nous concentrer sur les cartes de la machine 3 et de la machine 1. S'agissant de la machine 3, nous constatons ce que nous avions déjà anticipé : les deux points élevés sont situés au-dessus de la limite de contrôle supérieure. Etant donné que ces points sont hors contrôle, ces sous-groupes ont certainement été affectés par une cause spéciale. Nous pouvons revenir un peu en arrière, observer les événements autour de ces sous-groupes et essayer d'empêcher qu'ils ne se reproduisent. Si nous décidons de le faire, le procédé dans son ensemble devrait devenir plus prévisible.
A partir du graphique linéaire, il était plus difficile de réaliser que la machine 1 était également hors contrôle.
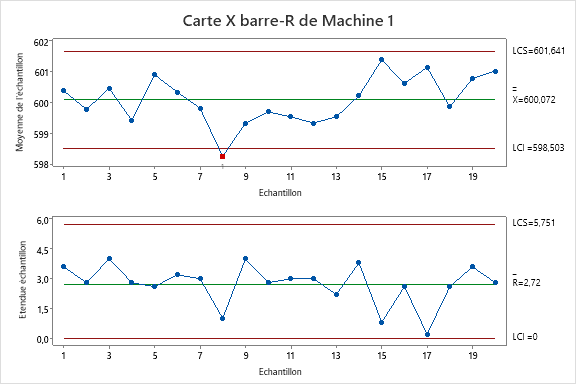
S'agissant de la machine 1, le sous-groupe 8 se trouve sous la limite de contrôle inférieure. Il est intéressant de noter que la machine 3 présente une valeur encore plus basse au niveau du sous-groupe 9, mais ce point était sous contrôle, car la machine 3 présente une plus grande variation que la machine 1, probablement en raison des causes spéciales. Des recherches seront également nécessaires pour la machine 1 afin de traiter la cause spéciale. Avant de commencer à améliorer le procédé dans son ensemble au niveau des machines 1 ou 3, nous devons veiller à ce qu'il soit prévisible. Si les machines ne sont pas prévisibles, nous ne saurons même pas si les changements que nous observons sont dus aux ajustements du procédé ou au fait que le procédé génère des cas de figure inattendus !
LE BILAN : POURQUOI VOUS AVEZ BESOIN D'UNE CARTE DE CONTRÔLE
Les cartes de contrôle vous indiquent si votre procédé est sous contrôle. S'il ne l'est pas, vous devez traiter les causes spéciales qui nuisent de façon intermittente à son bon fonctionnement. Une fois ces causes spéciales traitées, le procédé devrait être sous contrôle et se comporter de façon prévisible. Vous devez d'abord veiller à ce que votre procédé soit sous contrôle avant de commencer à l'ajuster. Vous aurez ainsi la garantie que les changements que vous observez sont bien dus aux modifications que vous apportez et non à l'imprévisibilité sauvage inhérente au procédé lui-même. Si vous avez besoin de savoir si vous devez corriger un procédé ou dans quelle mesure vous pouvez l'améliorer, la carte de contrôle est indispensable dans ce cas.
Créez vos propres cartes de contrôle avec une version d'essai gratuite de Minitab Statistical Software
